Attached files
| file | filename |
|---|---|
| 8-K - FORM 8-K - Searchlight Minerals Corp. | tv497047_8k.htm |
Exhibit 99.1

Searchlight Minerals Corp. Clarkdale Copper Tailings Project June 18, 2018

2 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 2 Forward Looking Statements This presentation may contain, in addition to historical information, forward - looking statements within the meaning of Section 27A of the Securities Act of 1933, as amended, and Section 21E of the Securities Exchange Act of 1934, as amended. Statements in this Presentation that are forward - looking statements are subject to various risks and uncertainties concerning the specific factors disclosed under the heading "Risk Factors" and elsewhere in the Company's periodic filings with the U.S. Securities and Exchange Commission. When used in this Presentation, the words such as "could," "plan", "estimate", "expect", "intend", "may", "potential", "should", and similar expressions, are forward - looking statements. The risk factors that could cause actual results to differ from these forward - looking statements include, but are not restricted to the Company‘s limited operating history, uncertainties about the availability of additional financing, geological or mechanical difficulties affecting the Company's planned geological work programs, uncertainty of estimates of mineralized material, operational risk, environmental risk, financial risk, currency risk, and other statements that are not historical facts as disclosed under the heading "Risk Factors" in the Company's Annual Report on Form 10 - K filing with the SEC and elsewhere in the Company's periodic and other filings with securities regulators in the United States. Copies of the Company's periodic reports and such other filings are available on the SEC’s website at sec.gov.

3 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 3 • In this presentation, we will cover the following topics: 1. History and overview of the Clarkdale smelter site. 2. Results of Process Development Test Work To - date. 3. Summary and Conclusions of Test Work 4. Economic Implications The Clarkdale Slag Project: Overview
4 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 4 • A unique reclamation project to recover precious and base metals from the reprocessing of slag produced from the smelting of copper ore mined at the United Verde Copper Mine in Jerome, Arizona. • The historic "Billion Dollar Copper Camp" in Jerome delivered high - grade sulphide ore to the Clarkdale smelter, which was one of the world’s largest smelters in the first half of the 20 th Century. The Clarkdale smelter operated from 1915 to 1952. • The molten iron silicate slag from smelting operations was systematically deposited into a semi - homogenous pile, with significant amounts of gold and other valuable metals "locked up" in the slag material. • Substantially higher metal prices and recent technological advances developed by Searchlight have enabled an economic reappraisal of the slag pile, which now represents a potentially valuable and near - term opportunity. • The slag pile and all associated land and infrastructure are held 100% by SMC. There are limited environmental issues and most relevant permits have been issued. The Clarkdale Slag Project: Overview

5 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 5 • The project is located outside the town of Clarkdale, Arizona, which is approx. 100 miles north of Phoenix, and is situated on 800+ acres of industrial zoned land. Clarkdale itself is a modest - sized town of some 8,000 residents, which was originally established as a "company town" to provide accommodations and services to the local historic copper smelting activities during the first half of the 20 th Century. • The slag tailings pile occupies an area of approx. 45 acres, with reasonably consistent thickness of approximately 100 feet, and is located between the Verde River and an active railroad track. The vitreous nature of the slag makes it chemically inert and poses no environmental hazards. The Clarkdale Slag Project: Location

6 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 6 The Clarkdale Slag Project: Smelter Operated from 1915 to 1952

7 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 7 The Clarkdale Slag Project Aerial Photo of Project Site
8 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 8 The Clarkdale Slag Project: Overview • The massive sulfide copper ore (approximately 3.3% Cu) was mined at the town of Jerome a few miles away and hauled by train to the smelter at Clarkdale. • The ore was crushed and ground to a fine size prior to concentrating it by froth flotation. • The concentrate (approximately 16% copper ) was then roasted to drive off excess sulfur prior to being fed to the smelter to recover the copper.

9 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 9 The Clarkdale Slag Project: Overview • The non - copper molten waste material (slag), which was decanted off the top of molten copper was taken to the slag pile and dumped onto the pile where it would flow out in a molten layer much like lava from a volcano. • This resulted in layers of slag which would then rapidly cool, contract, and break into discrete particle approx. ½ to ¾ in. thick and 2 to 3 in. in diameter. Slag pile layering Individual slag particles

10 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 10 The Clarkdale Slag Project: Mineral Estimate • In 2005, Mountain States R&D International (MSRDI) was retained by SMC to conduct a drilling, sampling and analysis program on the slag deposit under standard "chain of custody" (COC) protocol. • A sequence of 18 sonic holes were drilled under COC on the slag deposit on a regular spaced grid, as illustrated on the right. • In 2007, Independent Mining Consultants (IMC) of Tucson, Arizona prepared a report for SMC regarding the tonnage and grade estimates of the slag deposit, based on the MSRDI drill hole and bulk density data, as well as the topographic maps showing the present relief of the slag pile. • IMC developed a block model for the deposit to estimate the grade and tonnage of the slag pile, as below:

11 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 11 • Arrakis, Inc./James Murray Jim is our Project Manager for the Clarkdale Metals Project. He has over 38 years of experience in mining and process engineering, project management, mine and process plant design, construction, and operation, as well as hazardous and radioactive waste remediation. His current specialty is process design for refractory ores. He has held senior management and engineering positions with Consolidation Coal Company, Canonie Environmental Services, General Atomics, and Advanced Sciences, Inc. He is a member of SME, TMS, and the recent past Chairman of the Extractive Metallurgy Chapter, a division of SME. He is also the Managing Partner of an operating gold mine in Colorado. • Nanominerals/Dr. Charles A. Ager Dr. Ager has performed certain technical consulting services for us in his authorized capacity with Nanominerals. Dr. Ager is a geophysical engineer with almost 40 years of international experience in mine discovery, production and finance. Since 1988, he has been the driving force behind the Nanominerals group of companies focused on the development and application of new technology in the exploitation of refractory gold deposits. • Richard S. Kunter, & Associates/ Richard Kunter Richard, who is currently leading our autoclave technical team, is an independent engineer and registered "qualified person" by the Mining and Minerals Association of America, who has extensive experience in autoclave development. He has held various senior engineering and management positions with Homestake Mining and Newmont Mining including Corporate Senior Metallurgist for Homestake Mining later acquired by Barrick. The Homestake autoclave was the first commercial use of an autoclave for gold ore processsing. He is also currently an Associate of Behre Dolbear. • Metex Consulting /Dr. Ronald Poole Ron has 34 years of experience as a process chemist and extractive metallurgist specializing in gold and platinum group metal extraction and is leading the effort to optimize leaching of the autoclave tails to solubulize gold once they have bee n treated in the autoclave. Most recently before forming his own consultancy, he was Chief Metallurgist for Anglo Platinum and PGM Refinery Manager for Lonrho Mining both companies located in South Africa. The Clarkdale Slag Project: Technical Consultants

12 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 12 The Clarkdale Slag Project: Technical Consultants Richard Kunter patent sited on Barrick POX and thiosulfate leach patent.

13 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 13 The Clarkdale Slag Project: Project History • Initial work done by Dr. Ager using SEM/TEM showed that the gold contained in the copper slag was of nano - dimensional scale and coated with a highly refractory silicate with further coating by a highly refractory carbon compound. • Both of the coatings just mentioned, as well as the extremely fine particle size (10 to 150 nm) make traditional fire assay not the analytical technique of first choice. • Early research conducted by Dr. Charles Ager and Dr. Richard Hewlett demonstrated that with sufficient and proper ‘fine grind’ the gold, silver, zinc, and copper could be extracted by ambient leach using halogen reagents at a high oxidation reduction potential (ORP). • In 2008, Searchlight began construction on a pilot plant, or Test Module, to demonstrate that the metals contained in the slag could be commercially extracted. • In 2009 Arrakis, Inc. was hired to commission the Test Module and James Murray was designated Project Manager.
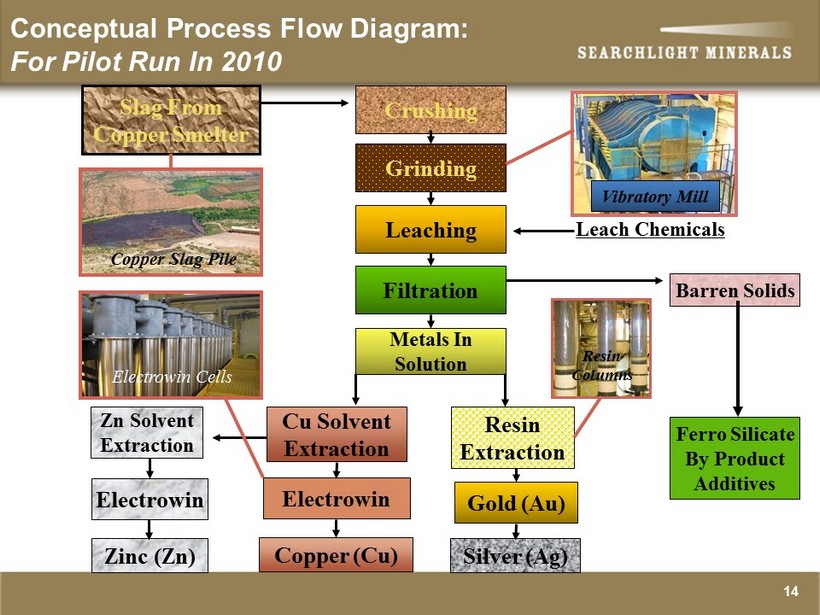
14 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 14 Conceptual Process Flow Diagram: For Pilot Run In 2010 Crushing Grinding Leaching Filtration Metals In Solution Resin Extraction Cu Solvent Extraction Gold (Au) Silver (Ag) Electrowin Copper (Cu) Zn Solvent Extraction Electrowin Zinc (Zn) Barren Solids Ferro Silicate By Product Additives Leach Chemicals Slag From Copper Smelter Electrowin Cells Vibratory Mill Resin Columns Copper Slag Pile

15 • The extremely hard and abrasive iron silicate slag material demonstrated its ability to destroy and abrade even the most hardened and wear resistant steels. This resulted in: 1. Excessive wear to the primary jaw crusher, resulting in feed not meeting design specifications (“off - spec feed”) to the Hammer Mills. 2. Excessive wear to the secondary crusher (hammer mills) resulting in off - spec feed to the Vibratory Mill. 3. Off - spec feed to the Vibratory Mill further impeded its ability to give a consistent grind size for leaching. 4. Off - spec feed to the leach system required even greater quantities of acid to achieve liberation. The Clarkdale Slag Project: Operation of Test Module Worn Jaw Crusher Plates Stuttenroth Hammer Mill Wear Bars

16 • Unfortunately, the large Vibratory Mill did not scale to a commercial size due to the unanticipated slower frequency of the smaller Vibratory Mill used in pre - feasibility testing. The net result is, the required particle grind size had to be reduced and the design throughput of the larger mill was only a fraction of what it was thought to be. This resulted in: 1. Much slower total Test Module hourly, and hence daily, production demonstrating that the Test Module as configured would not achieve its designed throughput capacity. 2. The slower throughput in the Vibratory Mill also demonstrated that this mill was not commercially viable for the full scale operation because 40 of these units would be required for a 2,000 tpd design capacity. 3. The unanticipated slower frequency of the large Vibratory Mill, coupled with the more severe chemistry which had to be employed to liberate the gold, resulted in serious problems with filtration, leaching and downstream processes such as solvent extraction. 4. The large quantities of iron and silica dissolved also became thixotropic in the leach solution making clean fluid separation difficult and impeding leach kinetics. The Clarkdale Slag Project: Operation of Test Module GK VibratoryMill Stuttenroth Hammer Mills (Which precedes the GK Mill)

17 • From 2009 to the summer of 2010 when a semi - continuous run was conducted several improvements to the Test Module were implemented to improve the efficiency and safety of the Test Module. The Test Module is shown in its current configuration in the lower right. Process/plant changes which were made included: 1. Increased air scrubbing capacity. 2. Installation of bulk reagent feed systems. 3. Automated gas sensors and alarms. 4. Automated leach system process condition monitoring. ( ORP and pH ) 5. Improved process water and PLS (pregnant leach solution) system handling, storage, and treatment. Improved Clarkdale Test Module - 2010 Clarkdale Test Module - 2009 The Clarkdale Slag Project: Operation of Test Module

18 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 18 The Clarkdale Slag Project: Technical Challenges in 2010 • As we increased the amount of slag in the crushing and grinding circuit, we experienced difficulties in grinding the slag material into a fine enough material to be effectively leached by our simple halide leach. The hardness and abrasiveness of the carbon - rich ferro - silicates, which comprise about 90% of the slag, caused significant wear and tear on the metal crushers and grinders. • We sought more advanced hard - facing technology and wear - resistant surfacing media for our crushing and grinding equipment. After many innovative attempts and modifications, these wear and tear issues remained and the crushing and grinding circuit was unable to liberate the precious metals sufficiently to allow the simple halide leach circuit to operate effectively. • We adjusted the chemical characteristics of the simple halide leach in an effort to place less emphasis on the mechanical liberation and more emphasis on the chemical liberation. However, this resulted in the liberation of excess amounts of iron and silica, which in turn resulted in difficulties with our filtration process and made the precipitation of gold from the pregnant leach solution more difficult. • During 2010, we concluded that an investigation of alternative grinding and leaching methods was necessary in order to solve the problem.
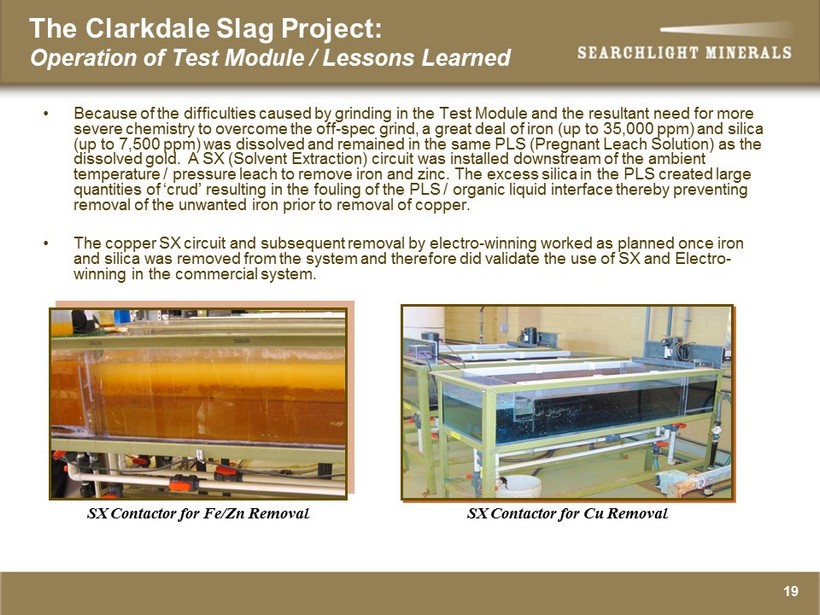
19 • Because of the difficulties caused by grinding in the Test Module and the resultant need for more severe chemistry to overcome the off - spec grind, a great deal of iron (up to 35,000 ppm) and silica (up to 7,500 ppm) was dissolved and remained in the same PLS (Pregnant Leach Solution) as the dissolved gold. A SX (Solvent Extraction) circuit was installed downstream of the ambient temperature / pressure leach to remove iron and zinc. The excess silica in the PLS created large quantities of ‘crud’ resulting in the fouling of the PLS / organic liquid interface thereby preventing removal of the unwanted iron prior to removal of copper. • The copper SX circuit and subsequent removal by electro - winning worked as planned once iron and silica was removed from the system and therefore did validate the use of SX and Electro - winning in the commercial system. The Clarkdale Slag Project: Operation of Test Module / Lessons Learned SX Contactor for Fe/Zn Removal SX Contactor for Cu Removal

20 The Clarkdale Slag Project: Operation of Test Module / Lessons Learned • Our data from the operation of the Test Module indicated that with proper grinding, a simple halide leach could dissolve the precious and base metals from the slag into the pregnant leach solution (PLS) in sufficient quantities which could potentially be economically viable. However, the data also indicated that due to the large quantities of iron and silicate also dissolved into the PLS, it would be very difficult to separate and extract the gold. Gold, Copper Dorê from Clarkdale Pilot Run Gold Bead from Clarkdale Pilot Run

21 • Based on the demonstration that the chosen crushing and grinding system would either not endure the hardness and abrasiveness of the slag or was not of sufficient capacity to scale up to commercial size, alternative crushing/grinding systems were sought. • High Pressure Grinding Rolls (HPGR) were examined as a potential primary crushing and secondary grinding system. In August of 2010 bulk grinding tests were conducted at Polysius Thyssen Krupp in Germany using the HPGR. The results of these tests indicated that the system would provide the proper grind and withstand the wear imparted by the slag. The Clarkdale Slag Project: Operation of Test Module / Lessons Learned HPGR X - Section Schematic 2,000 tpd HGPR Top Down View Hydraulic Pistons Floating Roll Feed Fixed Roll Product Zone of Compression

22 • HPGR grinding systems impart extremely high compression energy in the space between the rolls followed by immediate release of that compression energy in tension. This results in micro - fracturing of the slag material. • Micro - fractures enhance the ability of the leach solution to access the interior of the slag particles and dissolve the gold into the leach solution . The Clarkdale Slag Project: Operation of Test Module / Lessons Learned Clarkdale Slag HPGR Micro - fractures HPGR X - Section Schematic

23 The Clarkdale Slag Project: Operation of Test Module / Lessons Learned • Due to the aforementioned problems, alternatives to the ambient leach used in the pilot test run, were examined. Alternate leach reagents and concentrations as well as separate staged leaches using different reagents were examined. While the lessons learned from these tests resulted in invaluable information for the future commercial process system (which may utilize an ambient leach as part of the process treatment train), it became obvious that while the system did dissolve the gold from the slag, it resulted in a PLS from which the gold could not be extracted. • Simultaneously with examining the efficacy of using HPGR grinding, Arrakis began testing the use of pressure oxidation (POX) as a means of pre - treating the slag prior to leaching. • POX oxidizes the iron and silicate to a higher oxidation state so that it does not become re - solubilized in subsequent leaching of the autoclave residue. • As a result of the aforementioned test work, the following Conceptual Process Flow Diagram was proposed.
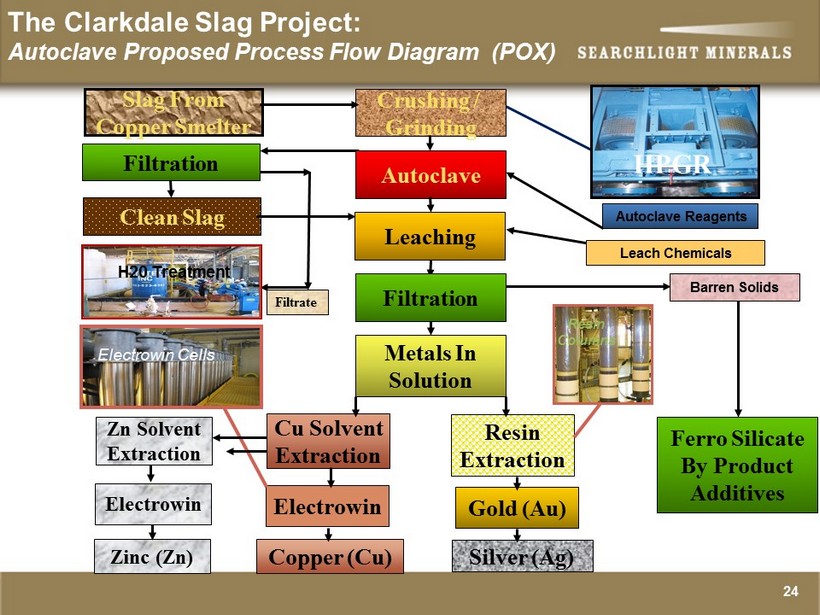
24 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 24 The Clarkdale Slag Project: Autoclave Proposed Process Flow Diagram (POX) Crushing / Grinding Clean Slag Leaching Filtration Metals In Solution Resin Extraction Cu Solvent Extraction Gold (Au) Silver (Ag) Electrowin Copper (Cu) Zn Solvent Extraction Electrowin Zinc (Zn) Barren Solids Ferro Silicate By Product Additives Leach Chemicals Slag From Copper Smelter Electrowin Cells Resin Columns Filtration Autoclave Autoclave Reagents H PG R H20 Treatment Filtrate HPGR

25 • One of the alternate leaching methods examined was the use of a moderate temperature / pressure mineral processing autoclave. Specifically the method examined was POX (Pressure Oxidation) to oxidize and stabilize iron and silica, followed by an ambient temperature/pressure leach of the pre - treated autoclave residue. The Clarkdale Slag Project: Autoclave Testing Methods & Results Arrakis 9 - Liter Autoclave Pilot Test Unit
26 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 26 The Clarkdale Slag Project: The Autoclave Process • Initial bench scale POX tests were conducted at Arrakis in Denver at a variety of temperatures and pressures. • The values obtained ranged from 0.05 opt to 0.10 opt Au measured in the autoclave residue with significant values taken into solution. Since the reagent used was sulfuric acid, (gold is not soluble in sulfuric acid) this should not have occurred. It was hypothesized that this may be due to chloride compounds present in the slag. • As a result a decision was made to test the Pressure Oxidizing Leach (POL also PAL) method using chlorine reagents and operating at high ORP levels of 900 to 1,000 mev . • Both POX and POL gave significant gold values but non consistent analytical values plagued both methods. Analytical issues result from two primary causes: a) a large quantity of dissolved solids in the PLS making instrument reading very difficult; and b) refractory coatings on the nano - dimensional gold particles. • A decision was made to seek third party verification of results obtained and COC samples were sent to SGS in Chile.
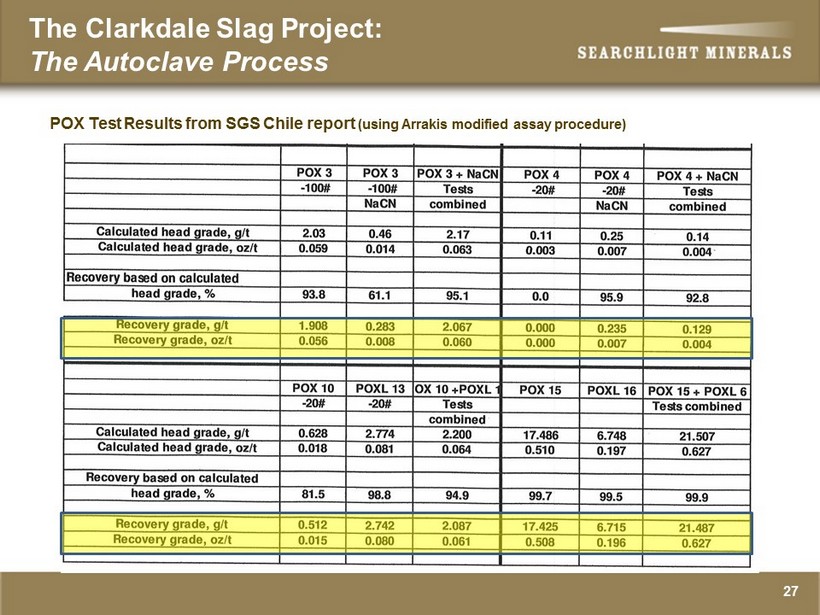
27 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 27 The Clarkdale Slag Project: The Autoclave Process POX Test Results from SGS Chile report (using Arrakis modified assay procedure)

28 Searchlight Minerals Corp. | Annual Shareholders Meeting | December 2009 28 The Clarkdale Slag Project: The Autoclave Process POL Test Results from SGS Chile report (using Arrakis modified assay procedure)

29 • In addition to the 16 POX tests run at SGS Chile, Arrakis has run over 75 separate POX autoclave tests using 0.5 kg slag samples have been run with subsequent leaching of the residues. Operating temperatures have been varied from 140 o C to 220 o C in varying concentration of sulfuric acid solution within the presence of 100 psig oxygen. Retention time and pulp density have also been varied . Back calculated gold contents have ranged from 0.09 to 0.9 opt Au. • The grade of gold taken into solution thus far in the bench scale autoclave testing ranges from ‹0.1 opt to ›0.6 opt. Process variables that affect the final grade in solution include: 1. Retention time, pressure, temperature, and chemistry of the autoclave and feed grind. 2. Retention time, chemistry, pH, ORP and pulp density of the leach after autoclave. • Because analytical problems still existed and recoveries varied, the decision was made to move to POL testing. To date over 300 POL autoclave tests have been conducted with results also ranging from < 0.1 to >0.6 but as optimized results have consistently been 0.25 to 0.45 opt Au. Analytical results are much more consistent in part due to moving to using chlorine gas rather than chlorine salts resulting in a much easier to read solution by AA or precipitate and fire assay. • Again seeking third party POL testing verification and desiring to use a larger multi - compartment test autoclave, COC samples were sent to an Australian consulting company. The Clarkdale Slag Project: Autoclave Testing Methods & Results

30 The Clarkdale Slag Project: Autoclave Testing Methods & Results Australian Firm Autoclave Test Flow Diagram

31 The Clarkdale Slag Project: Autoclave Testing Methods & Results Australian Firm 4 Compartment Autoclave

32 The Clarkdale Slag Project: Autoclave Testing Methods & Results • The last paragraph of the Australian Consulting Firm Executive Summary states: “The Run 2 gold recovery, determined on the basis of Arrakis method assay results, ranged from 7 - 21 g/t (calculated head basis) equivalent to 0.21 – 0.61 oz /ton gold. The highest gold recovery was achieved with longest residence time and highest reagent additions.” • However, a prior paragraph states: ‘Typically, gold tenors ranged from 0.0 – 5 mg/L while analysis by ICP - MS indicated essentially gold - barren PLS, with gold tenors in the range of 0.0 - 0.1 mg/L.” • The disagreement in results from different analytical techniques has continued to plague this project. We would note however that currently we are able to back calculate recovered gold grades by traditional fire assay of process components. We would further note that the fire assay values currently obtained correspond with and validate earlier reported test results obtained by modified liquid analysis.

33 The Clarkdale Slag Project: Autoclave Testing Methods & Results • Due to the need to produce large quantities of PLS to determine optimum methods of extracting the gold from solution and not wishing to repeat the expense of pilot testing experienced in Australia, the decision was made to build or acquire a large batch titanium autoclave to conduct further testing at Arrakis test facilities in Denver. • A 900L titanium/tantalum lined autoclave was discovered used and purchased. It had been damaged in removal from an R&D facility, so it was repaired and re - certified by Tri - Cor in Ohio, who had originally built the autoclave. • To - date 32 Pilot Autoclave tests have been conducted using 100kg samples for both POX and POL.

34 The Clarkdale Slag Project: Autoclave Testing Methods & Results Autoclave support skid 900 L Titanium Autoclave 900 Liter Titanium Autoclave at Arrakis

35 The Clarkdale Slag Project: Autoclave Testing Methods & Results • Pilot autoclave tests initially confirmed results on other POX and POL bench scale tests, but gold recovery from solution was still somewhat low (+ or – 50%). • The technical team at Arrakis decided to remove the iron from the slag prior to removing the gold. • The method chosen to remove the iron was smelting the slag using induction melting. The high temperature obtained in induction melting is also thought to assist in breaking down the refractory silica and carbon coatings. • A side benefit of this process is that the high energy cost of induction melting is offset by the high quality pig iron (95 to 98% Fe) which brings a higher price in the domestic market. Also produced is zinc oxide in the off - gas bag house, which is also saleable as is to the fertilizer market. • The residual “glass” from the re - melt of the slag still contains most of the gold and is processed in the autoclave in the same manner as the raw slag had been tested.

36 The Clarkdale Slag Project: Autoclave Testing Methods & Results • Two PAC runs consisting of the above described method recovered 0.399 opt Au by fire assay beads and the remainder of products were fire assayed showing a back calculated head value of 0.5045 opt Au for a net recovery of 79%. The fire assay beads are shown below.

37 The Clarkdale Slag Project: Testing Methods & Results • Subsequent POL pilot autoclave runs have shown similar results and recovery of the gold from the glass PLS can be achieved by direct precipitation, resin, or carbon. • In our continuing search for the most cost effective method of recovery of the gold, we have discovered that by grinding the glass to a fine particle size (P80<35 micron) in an attrition mill, which simulates a tower mill, we can recover the gold from the ‘glass’ without the autoclave in a direct ambient leach in cyanide or thiosulfate. • The ambient leach achieves a lower recovery of 0.25 opt Au using thiosulfate and less than 0.20 opt Au using cyanide at a much lower cost.

38 The Clarkdale Slag Project: Autoclave Testing Methods & Results • Most recently we have begun to run bench scale POX autoclave tests using .5kg samples of the finely ground glass and then leaching the residue in cyanide or thiosulfate. • While we have just started this testing regimen and more replicate tests need to be performed, it appears that recoveries of 0.35 to 0.40 opt Au. may be possible without the use of an autoclave.

39 The Clarkdale Slag Project: Autoclave Testing Observations • We have now demonstrated that the gold contained in the Clarkdale smelter slag can be recovered (with varying percent recoveries) by: • POX on raw slag (with appropriate crushing and fine grinding) • POL on raw slag (with appropriate crushing and fine grinding) • POL on ‘glass’ from induction melting and iron removal • Ambient leach via cyanide or thiosulfate on ‘glass’ from induction melting. • When working with the ‘glass’ we can now consistently fire assay process products with a + or – 10% variability. The results obtained by back calculated head ore recoveries are consistent with earlier wet chemistry analytical results and thus validate earlier testing. • All of the above processes have positive and negative attributes with regard to capital cost, operating cost, and gold recovery (and therefore revenue per ton).

40 The Clarkdale Slag Project: Business Considerations • We have demonstrated that the gold contained in the smelter slag can be recovered by a variety of methods which would fit existing commercial processes being used in various locations around the world. • The project site has rail access allowing it to reach markets both domestic and international. The recoverable gold grades determined thus far cover rail and sea shipping costs and leave comfortable revenue margins. • The fact that although the process products can now be fire assayed allows internal management to move forward to the next step of building a demonstration plant. However, the fact that the raw slag can still not be directly fire assayed hinders making a projection of resources within formal SEC guidelines. • Subject to finishing a PEA (Preliminary Economic Assessment), Searchlight is considering several options including: • J oint ventures with a fully financed company or • S ale to a qualified buyer at a price which would maximize value to investors or • Building a demonstration plant that will produce gold, high quality pig iron and zinc oxide that would therefore, finally overcome the disbelief in the ability to recover gold and thus the economic viability of the project .

41 The Clarkdale Slag Project: Business Considerations • Operation of a demonstration plant will not only provide operating conditions and data for design of a full scale commercial plant, but should make financing of a commercial plant much easier by demonstrating the recovery of iron, zinc, and gold on a daily basis. • Searchlight is interested in partnering with an existing gold producer(s) and is open to discussion of a variety of business options which would mutually benefit both parties. • To finance final optimization test work and complete a PEA to support moving to final capitalization and construction of a iron/zinc oxide demonstration plant, which would be coupled with the existing pilot plant to produce gold, short term financing is required.

Searchlight Minerals Corp.